




В настоящеевремя большая часть отходов лесопильной, деревообрабатывающей и пищевой промышленности, включая отходы опилок, коры, шелухи подсолнечника по той или иной причине не находят технологического применения и вывозится на свалку, загрязняя окружающую среду.
Простейшим и наиболее эффективным способом подготовки древесных отходов к утилизации является – их брикетирование методом прессования.
В основе технологии производства топливных брикетов лежит процесс прессования шнеком отходов (ШЕЛУХИ ПОДСОЛНЕЧНИКА, ГРЕЧИХИ, СОЛОМЫ, КОСТРЫ ЛЬНА, СКОРЛУПЫ ГРЕЦКОГО ОРЕХА и т.п.) и мелко измельченных отходов древесины твердых и мягких пород (ОПИЛОК) под высоким давлением при нагревании от 250 до 350 °С.
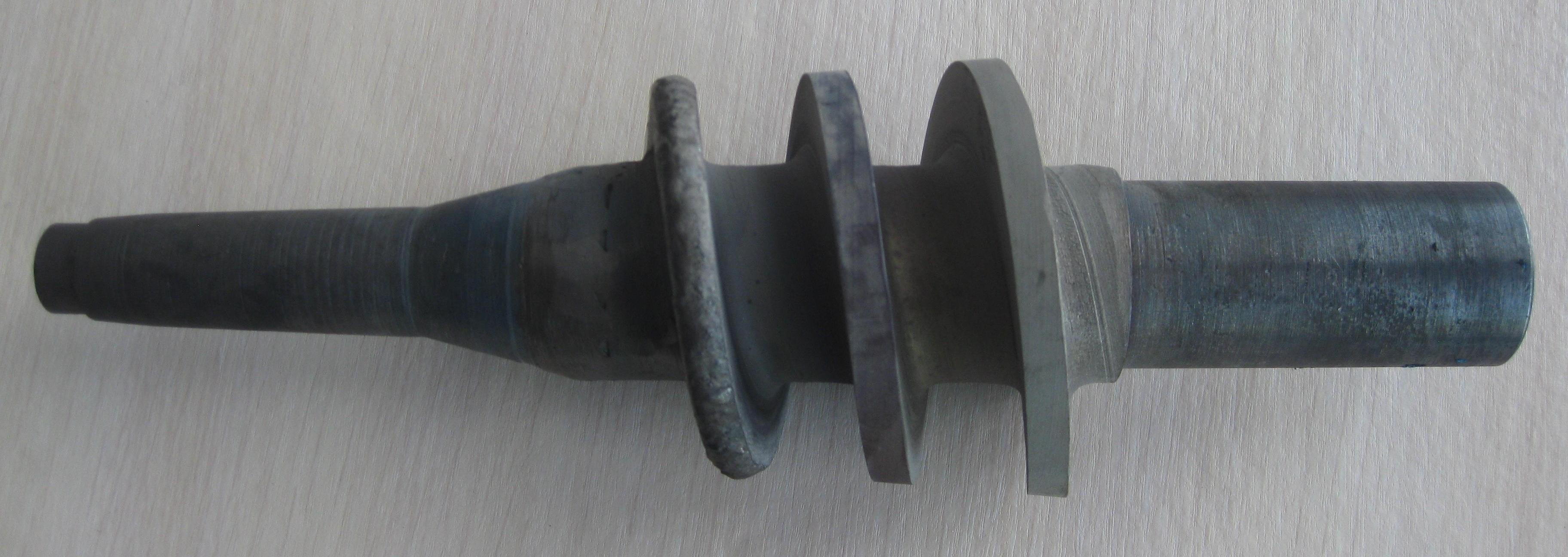
Топливные брикеты изготавливаются с помощью экструдера в виде четырехгранного бруса сечением 50х50 мм или шестигранного бруса с отверстием в центре диаметром 20 мм для отвода дыма, образующегося в процессе брикетирования, а также для устойчивого горения. Главным органом экструдера является шнек. Шнек - это основной рабочий инструмент пресса, который и обеспечивает формирование брикета, несет на себе основные нагрузки и в результате подвергается наибольшему износу. Как мы знаем, инструмент, используемый на любом оборудовании, это деталь, требующая замены, обслуживания и ремонта. Условия эксплуатации шнека это работа в тяжелых условиях высокой температуры, давления и абразивного износа. В процессе работы шнек испытывает высокие нагрузки на толкающую боковую поверхность витка, а также сильно изнашиваються конические наконечники в результате чего на выходе получается продукт низкого качества.
Торцевая часть витков и прилегающие к торцу на стороне проталкивания поверхности шириной 30 мм наплавляется с помощью шнурового припоя X`Abradur 7888T производства Castolin. Такая технология и оборудование, которое мы предлагаем позволяет увеличить ресурс работы шнека в 4-5 раз и более.
В результате - повышается стойкость инструмента, сокращается время переналадки и простоя для замены на новый, снижаются затраты на приобретение новых запасных частей.
-
Шнуровой припой X`Abradur 7888T
7888 T – высокоэффективный продукт, разработанный для защиты от износа в форме гибкого шнура с никелевым стержнем, покрытый гибким покрытием, содержащим смесь карбидов и порошка на основе никеля. Последний имеет уникально эффективное самофлюсующееся свойство, которое придает 7888 Т смачивающие свойства. В результате гладкое, защитное покрытие может быть нанесено быстро и легко, уменьшая риск перегрева основного материала. Наплавка шнуром 7888 T - защитное покрытие, включающее плотную массу ультратвердых вольфрамовых карбидов, находящихся в жесткой матрице сплава хром-никель. Структура наплавленного материала позволяет эффективно защитить поверхность от эрозионного и абразивного износа, которые вызваны различными материалами. Состав матрицы поглощает ударные нагрузки и улучшает сопротивление коррозии, в то время как специальный профиль карбидов вольфрама делает невозможным вырвать их из матрицы.
Физические и механические свойства.
Твердость, матрица (HV30): ~370
Микротвердость, карбиды (HV1): >2300
Грануляция карбидов-Ø 5,0 mm: 0,2 - 0,7
Грануляция карбидов-Ø 6,0 mm: 5,0
Грануляция карбидов-Ø 8,0 mm: 1,2
Макс. Температура эксплуатации (°C): ~700
Также см. Наплавка шнеков кирпичного производства


Поделиться с друзьями: